
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.pathwaysinrecovery.com
地 址:江苏省如皋市白蒲工业园区
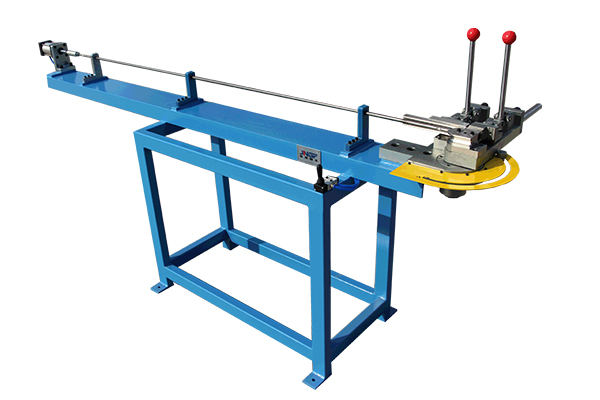
卧式胀管机作业中先焊后胀,南通手动长U弯管机即先完成焊接然后再胀接,管子中心线应和管板管孔的中心线重合,若间隙较小时,上端15mm的未胀管段便可以减轻胀接变形对焊接的影响。若间隙较大时,胀接变形会越过15mm未胀区的缓冲,手动长U弯管机用途对焊接接头造成损伤,甚至还会造成焊口脱焊。因此控制管子和管板孔精度配合非常重要,有资料显示,管口焊接接头可以承受很大的轴向力,即便管子拉断,焊口都不会拉脱,但强度焊以后,控制达不到要求,很可能导致过胀失效后胀接时对焊接接头造成损伤。

在全自动弯管机芯棒原理切点,但是出于靠后的位置,将是不能在弯的外边充沛拉伸资料,因而芯棒的位置如果有很大的回弹,那么就有可能使得整个角度变小也是很有可能增大半径,或者是半径变大,可以向着切点推进。手动长U弯管机用途调整芯棒的设置,如果管材不断的断裂,就说明材料真的是太硬了,太硬的材料其实是不能充沛的拉伸,是可以运用完整退火的管材来处理问题。所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。南通手动长U弯管机回弹受压模位置和压力的影响才有不一样的半径。全自动弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。

1、液压胀管机中,应有牢固且良好的接地处理;2、在手动长U弯管机用途设备的开始工作之前,司机要随设备进行检查和相关的清洁,一定要去除杂质和杂物等;3、模具的安装套在设备停机的状态下才可以正常的工作,不可以启动按钮,发这样为了避免发生危险;4、在模具固定好之后要进行试压,如果订购手动长U弯管机实验过后没有问题就可以正常的使用;5、在设备工作之前要先让设备空转5分钟左右,这样可以方便检查又没做异常,如果一切正常方可正常工作;6、使用不同的产品的时候要应对不同的工作压力参数,这样可以方便以后产品的质量保证;7、在液压胀管机工作的时间内,操作人员不可以做危险的动作,摇为了人身的安全考虑。
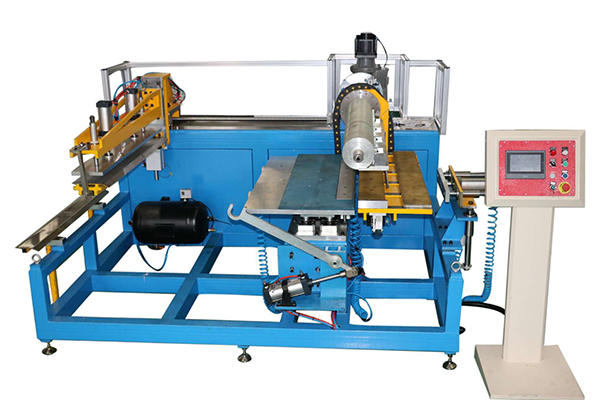
全自动弯管机的使用是一种趋势。随着现代化步伐加快,很多企业会选择机器代替人工,省时省力还好管理。但是机器设备是需要科学使用的哦。弯管机弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论订购手动长U弯管机有几个弯,弯曲角度如何,其南通手动长U弯管机弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯管机弯曲半径:导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的2-3倍为好。全自动弯管机的使用需要专业的人操作,有过操作经验的比较容易上手,新人的花要进行了解和学习再操作机器。

扫一扫,关注我们
![]() 手机:18018418999
手机:18018418999
![]() 传真:0513-85541988
传真:0513-85541988
![]() 邮箱:sxc@ntjfzn.com
邮箱:sxc@ntjfzn.com
![]() 地址:江苏省如皋市白蒲工业园区
地址:江苏省如皋市白蒲工业园区


