
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.pathwaysinrecovery.com
地 址:江苏省如皋市白蒲工业园区

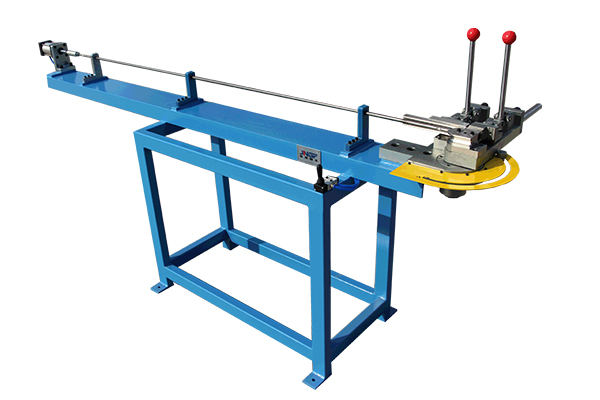
在使用卧式胀管机的时候,我们一定要对高速翅片冲压生产线用途周围的场地做好必要的保护措施,在工作的场所总设置围栏,工作前期,需要空载运行,在确认生产高速翅片冲压生产线一切正常之后,再套模弯管,应该要加工管径之后使用管模,并且按照顺序来放好。不得在管子和管模之间加油。应夹紧机件,导板支承机构应按弯管的方向及时进行换向。 在作业的时候,不是操作人员不要围观,工作之后要切断电源,锁好电闸,做好日常的保养工作,工作期间要根据操作的规定操作,要需要注意定期的保养才可以长久使用。

虽说全自动弯管机的操作方法很简单,但是还是有一部分的朋友对此不是非常的了解,因此可以跟着高速翅片冲压生产线用途这个步骤来操作一下。一、先开机,先打开电源,首先就是要开机,将主电源控制的电源开关打开。二、按动开机键,再将主电源打开之后,再按动POWERON这个键,之后再进入主控屏,进入到主控屏之后,再按“中文”这个按钮,这是主控屏就会显示生产高速翅片冲压生产线设备的一些使用说明。三、触动“帮辅启动”,之后再按“帮助辅助”,这时就启动了弯管机油压系统,就开始工作了。四、再轻触“回目录”按POWEROFF,在全自动弯管机工作完了之后,再按“原点复归”这个键,就将的各个系统都回到原来的位置,在按POWEROFF,就关机了。

全自动弯管机的使用是一种趋势。随着现代化步伐加快,很多企业会选择机器代替人工,省时省力还好管理。但是机器设备是需要科学使用的哦。弯管机弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论生产高速翅片冲压生产线有几个弯,弯曲角度如何,其盐城高速翅片冲压生产线弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯管机弯曲半径:导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的2-3倍为好。全自动弯管机的使用需要专业的人操作,有过操作经验的比较容易上手,新人的花要进行了解和学习再操作机器。
全自动弯管机的主要部件包括同步系统、滑块部分、挡料机构和工作台。1.盐城高速翅片冲压生产线同步系统由扭轴、摆臂、关节轴承等组成,结构简单、性能稳定。2.滑块部分采用液压传动方式,该部件主要由滑块、油缸和机械挡块组成,通过液压活塞带动滑块上下运动。3.挡料机构采用电机传动方式,依靠链操带动丝杆,进行同步移动。4.生产高速翅片冲压生产线工作台部分由按钮盒操纵,然后弯管机的电动机带动挡料架前后移动。
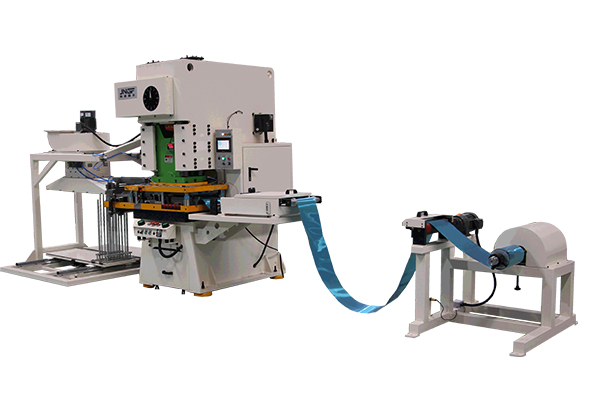
胀管机分为很多种类,比如全自动弯管机、卧式胀管机、云开·全站apply体育官方平台等,选择什么样子的胀管机,主要看你的需求是什么的,所以不是所有的胀管机都合适,今天小编要跟大家介绍的是卧式胀管机,这种胀管机不管是在工作程序上,还是在结构构造上,还是在周期上面,盐城高速翅片冲压生产线都有着非常好的优势。卧式胀管机具有制作成本低、劳动强度轻、制作周期短、胀接质量可靠等优点,在进行胀接的时候主要有机械胀接、液压胀接、橡胶胀接、爆炸胀接等几种方法,但是高速翅片冲压生产线用途这种胀接方法的劳动强度大、工作效率低,胀接的质量会受到操作者的熟练程度而受到影响,在进行胀接的时候使用的润滑的介质会渗入到管子与管板之间,对后续的焊接的质量会产生不利的影响。相信卧式胀管机的这些优势,一定会得到市场的大力认可的。

翅片模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越好,其使用寿命就会越长。生产高速翅片冲压生产线模具保养主要分三点;1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的。2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损伤、磨损部位修正等。3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,高速翅片冲压生产线用途防止灰尘进入型腔。

扫一扫,关注我们
![]() 手机:18018418999
手机:18018418999
![]() 传真:0513-85541988
传真:0513-85541988
![]() 邮箱:sxc@ntjfzn.com
邮箱:sxc@ntjfzn.com
![]() 地址:江苏省如皋市白蒲工业园区
地址:江苏省如皋市白蒲工业园区


