
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.pathwaysinrecovery.com
地 址:江苏省如皋市白蒲工业园区

控制弯管机车间污染的理想方法应该是从生产工艺上减少粉尘和污染物的产生。但盐城闭式翅片冲床当生产工艺上无法采取更佳的污染物减排措施,采取科学有效的卫生防护工程技术是改善车间环境的有效措施。这其中,工业通风可通过控制车间有害气体和气溶胶、粉尘,改善车间内微小气候等方面,成为目前控制车间污染重要的卫生防护工程技术措施之一。工业通风的意义在于排出污染的车间空气或将潮热或干冷的空气,生产闭式翅片冲床车间补充外界清洁空气以改善车间空气环境。

1、进口的铁路线应该每周添加新的润滑脂。2、生产闭式翅片冲床夹紧油缸轴承高温润滑脂,每1-2周注射。3、自动弯管机剩余部分轴承的润滑应每年进行清洁油脂。4、前后自动弯管机主轴轴承,闭式翅片冲床厂家适用于高速润滑脂启闭机械密封不加油。5、在前面的全自动弯管机,切管机应保持清洁,前后轨防尘罩完好。
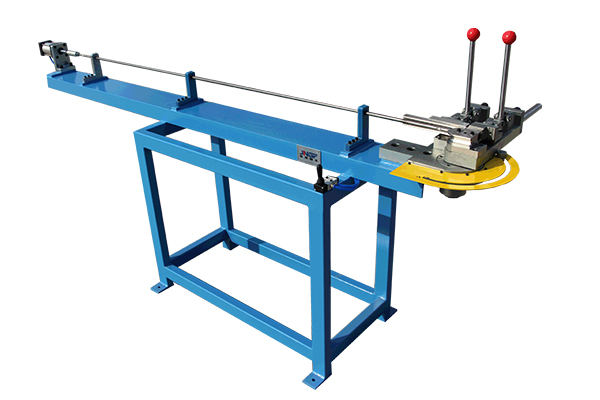
全自动弯管机的主要部件包括同步系统、滑块部分、挡料机构和工作台。1.盐城闭式翅片冲床同步系统由扭轴、摆臂、关节轴承等组成,结构简单、性能稳定。2.滑块部分采用液压传动方式,该部件主要由滑块、油缸和机械挡块组成,通过液压活塞带动滑块上下运动。3.挡料机构采用电机传动方式,依靠链操带动丝杆,进行同步移动。4.生产闭式翅片冲床工作台部分由按钮盒操纵,然后弯管机的电动机带动挡料架前后移动。
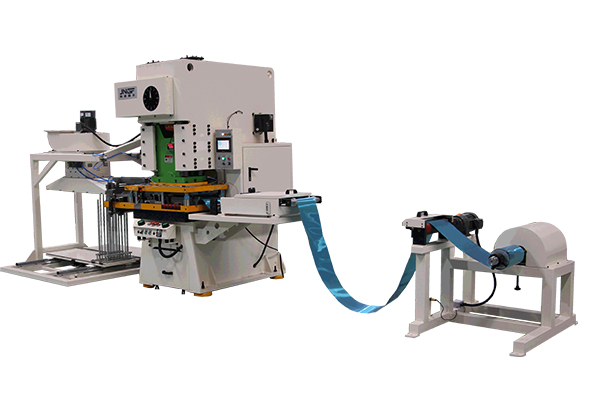
高速冲床之设计原理是将圆周运动转换为直线运动,闭式翅片冲床厂家由主电动机出力,带动飞轮,高速冲床经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,高速冲床从主电动机到连杆的运动为圆周运动。高速冲床连杆和滑块之间需有圆周运动和直线运动的转接点,高速冲床设计上大致有两种机构,一种为球型,一种为销型(圆柱型),生产闭式翅片冲床经由这个机构将圆周运动转换成滑块的直线运动。

全自动弯管机的使用是一种趋势。随着现代化步伐加快,很多企业会选择机器代替人工,省时省力还好管理。但是机器设备是需要科学使用的哦。弯管机弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论生产闭式翅片冲床有几个弯,弯曲角度如何,其盐城闭式翅片冲床弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯管机弯曲半径:导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的2-3倍为好。全自动弯管机的使用需要专业的人操作,有过操作经验的比较容易上手,新人的花要进行了解和学习再操作机器。

在全自动弯管机芯棒原理切点,但是出于靠后的位置,将是不能在弯的外边充沛拉伸资料,因而芯棒的位置如果有很大的回弹,那么就有可能使得整个角度变小也是很有可能增大半径,或者是半径变大,可以向着切点推进。闭式翅片冲床厂家调整芯棒的设置,如果管材不断的断裂,就说明材料真的是太硬了,太硬的材料其实是不能充沛的拉伸,是可以运用完整退火的管材来处理问题。所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。盐城闭式翅片冲床回弹受压模位置和压力的影响才有不一样的半径。全自动弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。

扫一扫,关注我们
![]() 手机:18018418999
手机:18018418999
![]() 传真:0513-85541988
传真:0513-85541988
![]() 邮箱:sxc@ntjfzn.com
邮箱:sxc@ntjfzn.com
![]() 地址:江苏省如皋市白蒲工业园区
地址:江苏省如皋市白蒲工业园区


